Ray Wohlfarth: 6 lessons learned about boiler water treatment
I hope the lessons I have learned over the years will help you in the boiler room.
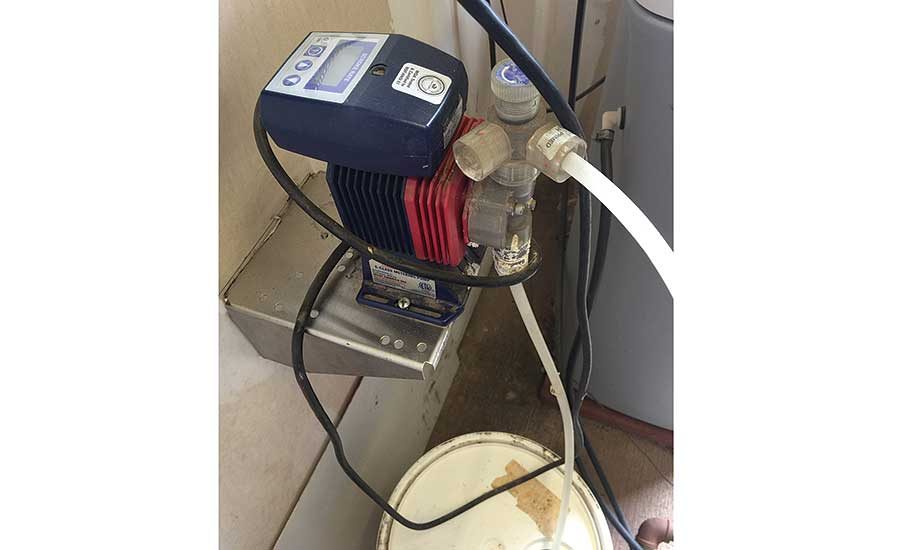
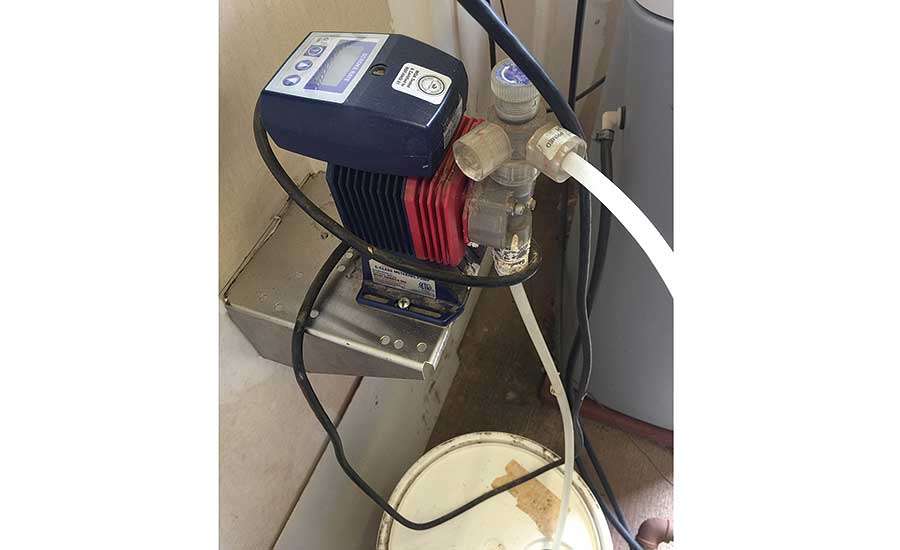
Small injection pumps proportionally feed the chemical water treatment into the system over time. Photo credit: Ray Wohlfarth

Most hydronic boilers use a sidearm type of chemical feed system where the chemicals are introduced. Photo credit: Ray Wohlfarth
My technical boiler books all use the “lessons learned” theme, and the following are the lessons I have learned about boiler water treatment.
A medical facility had a major renovation of one of their wings. The renovation included new pipes installed for the heating, cooling and plumbing systems. A few years after the construction, the maintenance department switched water treatment chemicals to one with a pink dye. The dye is used in water treatment to show if a pipe is leaking. If you see pink stains on the ceiling tile, you know it is the heating or cooling water leaking and not potable water.
The hospital was losing water from one of their hydronic loops and could not find the leak. About a week after the chemicals were switched, a nurse was filling a Styrofoam cup with water in a stainless-steel fountain and saw the water was pink. It was discovered the water feed to the fountain was from the heating pipes. It was an ugly scene.
Lesson No. 1: Use dye in hydronic water-treatment chemicals. The person who supplied the cleaning supplies to the college told them about his newest product, a chemical which would remove the scale from the boiler and piping and restore the original efficiency of the system. The maintenance department opted to try the new chemicals in one of the schools’ oldest buildings with two 25-year-old cast iron boilers and 50-year-old pipes.
Soon after the descaler was installed, the problems started. Within a few weeks, one boiler had two leaking sections. The next week, the other boiler started to leak. The pipes sprung leaks everywhere. The control valves and strainers plugged from the newly liberated scale, resulting in areas with no heat. The rust and scale even clogged the condensate pump.
All told, the college had to replace almost a mile of pipe, the condensate tank, and both boilers. The scale was the only thing holding the old system together.
Lesson No. 2: Do not use a descaling chemical in an old heating system. The boiler was a little over a year old when we got a call saying water was coming from the front of it. I thought it had to be a pipe fitting leak.
When I arrived at the job site, the owner had the tubes exposed and we saw it was indeed a tube leaking. Angry words and threats of legal repercussions were mentioned throughout that meeting. It was discovered the owner never implemented a water treatment program for the new boiler which we had urged in several communications. As a result, the warranty was void.
The owner argued his previous cast iron boiler ran for almost thirty years without water treatment. I explained the new boilers are much different than the old boilers.
Lesson No. 3: All boilers need a water-treatment program. Several sections were leaking on the twelve-year-old cast iron boiler. During the assessment, we discovered the hydronic system had lost almost 80,000 gallons of water since our last visit two months prior. The system had a water meter on the makeup water, something we recommend on every job. The leak was in underground piping that went from one building to another. The excess makeup water introduced fresh water, including scale and oxygen, into the boiler, cutting the estimated boiler life cycle in half.
Lesson No. 4: The best water treatment is a tight, non-leaking system. The five-year-old condensing boiler with an aluminum heat exchanger developed a leak just after the warranty expired. A meeting was called at the facility to discuss the problem. The architect, installer, water treatment contractor and our company were in attendance.
It was determined the treatment company did not realize the boiler had the aluminum heat exchanger and assumed it was copper, like the piping. A new heat exchanger was installed and the treatment expert used a special additive to protect the aluminum heat exchanger. Signs were permanently attached to the boiler informing every one of the aluminum heat exchanger.
Lesson No. 5: Discuss the boiler composition with the water-treatment person. A tube started to leak on a two-year-old fire-tube steam boiler. The director of maintenance was a friend and recommended us and the boilers we represent to the facility. He was under scrutiny as they had previously used a different boiler manufacturer.
When the tube was replaced, I asked for it and sent it to a testing lab to determine the cause of the failure. The tube failure was found to be caused by a high level of chlorine by the laboratory. The source of the high levels of chlorine in the system was due to the wrong chemicals being injected into the system. The test cost my company several hundred dollars but restored my reputation as well as that of the maintenance director.
Lesson No. 6: Protect your reputation with documentation. The following are water treatment suggestions I recommend to boiler installers and owners:
-
Become friends with a qualified water treatment expert. Their expertise will be a great asset for you.
-
Read the water treatment recommendations in the boiler installation manual for the boiler you install or own.
-
All steam systems should have a water softener. The softener reduces the scale formation inside the boiler as it lowers the hardness of the makeup water. Scale will form on the hottest surfaces in the boiler. The softener also reduces the chemicals required for treating the boilers. Some hydronic boilers need a softener. Most hydronic boilers use a sidearm type of chemical feed system where the chemicals are introduced. Many of these chemical feed tanks are available with a filter which can remove some of the dirt from the system. In my opinion, the sidearm feeders do not work as well on low-pressure steam systems. I prefer using a small injection pump which will proportionally feed the chemical treatment over time.
-
Verify with the tank manufacturer where to inject the chemical treatment. We usually inject the treatment chemicals into the boiler feed unit, but some boiler feed manufacturers will void the warranty for their equipment if that is done.
I hope the lessons I learned help you in the boiler room.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!