Hydronics Workshop | John Siegenthaler
How to create your own flush cart for hydronic heating systems
Budget flushing
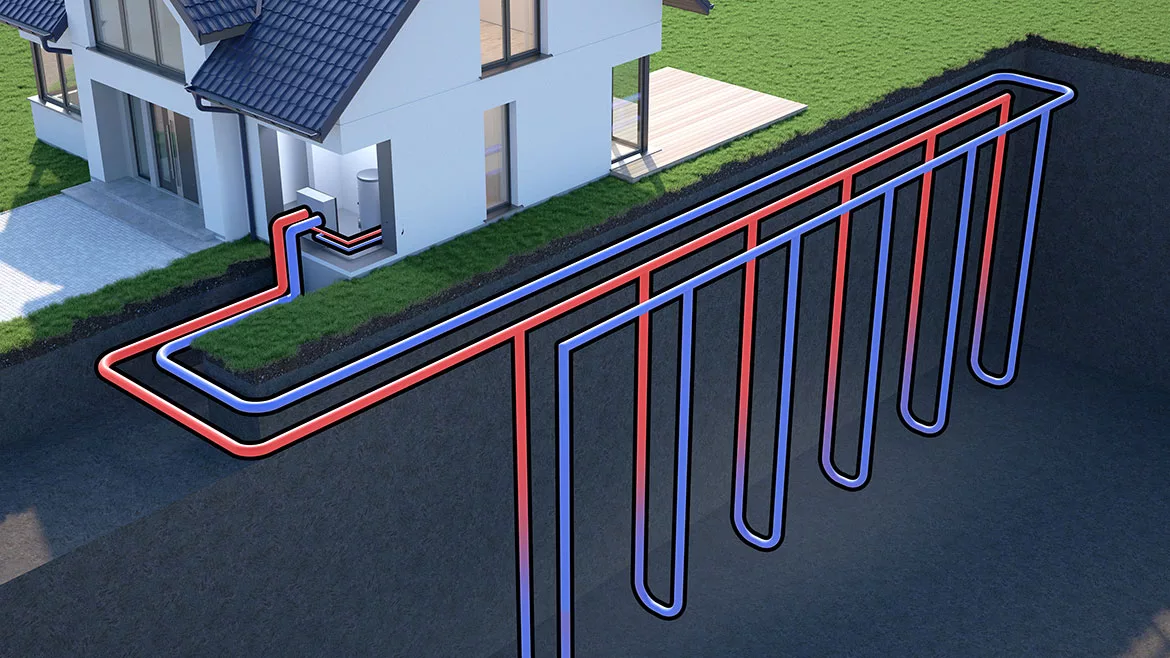
Image courtesy of Studio Harmony / Adobe Stock
The first geothermal heat pump installation I worked on was in my own home in 1986.
The project was relatively small. A 1.5 ton (18,000 Btu/h) rated water-to-water heat pump was being combined with two 500 foot long horizontal earth loops made with 1-inch DR-11 HDPE pipe.
I had a local farmer with a backhoe dig the trench 6 feet deep by 2-foot wide through heavy and somewhat wet clay soil. We rolled out two 500-foot-long coils of 1-inch HDPE along the bottom corners of this trench, put about 2 feet of tailings back over that pipe, and brought each circuit back at a nominal 4-foot depth.
Each end of both 500-foot circuits passed through the basement wall and were manifolded together.
After piping the earth loop to the heat pump, I needed a way to fill and flush the system.
A few calculations showed that a garden hose supplied from a well system at a nominal 40 psi, could not create the flow rate needed to simultaneously push water through both circuits at a rate that would purge out the air.
Manufactured flush carts with relatively powerful pumps were becoming available, but were too expensive for my budget, especially since I didn’t plan to go into the geothermal loop installation business, and thus didn’t need the cart for subsequent projects.
My solution was to purchase a 2 HP swimming pool pump. It had 1.5-inch FPT inlet and outlet connections and came equipped with a strainer basket on the intake.
I mounted the pump on a piece of 2x8 framing lumber and made up an intake piping assembly using 1.5-inch schedule 40 PVC. I glued a foot valve to one end of this assembly, and installed a union between the intake pipe assembly and the pump, so the final assembly could be taken apart for transportation and storage. The pump’s discharge port was bushed down to a 1-inch barbed hose adapter.
These components, along with a 30-gallon Rubbermaid trash barrel that they sit on, and some reinforced 1-inch rubber hose, are shown in Figure 1.

Figure 2 shows how all this fits together.

When I built this back in the late 1980s, I had about $200 invested. I’m sure it would be at least twice that cost today, but still a lot less expensive than a commercial flush cart.
Fill, start, and hold on
Operating this flush cart is pretty simple. Just pour water into the barrel until it is almost full. Pour some more water into the basket strainer on the pump to prime the intake line. Screw the cover on the basket strainer and connect the hoses to the system.
Make sure the return hose is held or otherwise secured into the barrel and start the pump.
Within seconds, the contents of the barrel will be pushed into the system, as the air this fluid displaces races back through the return hose.
You can use a separate hose or 5-gallon bucket to add water to the barrel as the level drops.
I can’t overemphasize how important it is to make sure the return hose is firmly held or otherwise secured into the barrel. That pump can create a flow that would make most fireman jealous. Leaving the return hose unsecured will result in a quick but intense shower. That’s embarrassing enough when the barrel only contains water. If it contains a mixture of water and propylene glycol antifreeze you’re going to spend hours cleaning up a mess that only takes seconds to create. Ask me how I know this…
This “flush cart” can be connected to any type of system that needs a powerful flush. Figure 3 shows how it could be connected to fill and flush out a geothermal earth loop supplying a water-source heat pump.

Notice that certain valves or circulator isolation flanges are closed to force the purging flow through the earth loop and not through the heat pump.
Figure 4 shows how the valve settings would be changed to direct purging flow through the heat pump.

Packing a punch
To take full advantage of the power in that pump the connections to the piping assembly that need flushing should be 1-inch size, and preferably equipped with 1-inch full port ball valves. Don’t bottleneck the process by trying to flush through washing machine hoses connected to boiler drain valves.
When the earth loop piping contains several parallel branches that are manifolded together without individual valves on each branch, all those branches have to be simultaneously flushed. This requires an absolute minimum of 2 feet/second flow velocity in each branch. A little math can show that, for 1-inch DR-11 HDPE pipe, that flow velocity corresponds to a flow rate of 5.7 gpm in each branch. If the earth loop has 5 branches, that’s a total flow rate of 28.5 gpm. You’re not going to pull that off with a small submersible pump and some washing machine hoses.
Consider the earth loop configuration shown in Figure 5.

The earth loop has 5 parallel branches of 1-inch DR-11 HDPE pipe that must be flushed simultaneously. We’ve already calculated the minimum flow rate required as 28.5 gpm. The head required can be estimated by calculating the head loss through each piping segment leading to and through the farthest branch. Methods for making this estimate are available in earth loop design manuals, or software.
The estimated head loss is 34.5 feet. Thus, the minimum operating point for the flushing pump, without considering the losses through the connecting hoses or pump inlet piping, is 28.5 gpm at 34.5 feet. Those numbers are well beyond what any small submersible pump can provide. That’s why the 2 HP swimming pool pump is used. It’s got the hydraulic power needed to get the job done — and quickly.
In addition to earth loops, the flush cart described earlier can be used to fill and flush residential and light commercial hydronic systems. It can also be used to add antifreeze to the system.
I suggest the following procedure:
- After pressure testing the system for leaks with compressed air, use the flush cart — or the make-up water system — to fill the system with “flushing” water and purge most of the bulk air out.
- Use the flush cart to add a suitable “hydronic detergent” to the system. Circulate it through the system for at least one hour. If the heat source is operable, use it to raise the temperature of the circulating water. The objective is to allow the hydronic detergent to dissolve residual solder flux, interior surface oils resulting from manufacturing, or other contaminants that come from storage and handling, and bring them back to the flush cart barrel.
- Use compressed air to remove the flushing water from the system.
- Use the flush cart to add the “final” water to the system. This may be onsite “raw” water if suitable based on its mineral content. It could also be water brought to the site, either raw water from another source or demineralized water. If raw water is used, have equipment available to demineralize it once it’s in the system.
- If antifreeze will be added to the system, use the flush cart to pressurize the system and drain out a volume of water equal to the volume of antifreeze to be added. Then, pour the antifreeze into the flush cart barrel and inject it into the system. After all antifreeze has been added, keep the flush cart running for at least an hour to thoroughly mix the antifreeze and water. Remove a sample of the mixed fluid and test it for concentration.
- If the system will be operating with just demineralized water, consider adding a hydronic stabilizer chemical that increases pH and minimizes the tendency of demineralized water to “scavenging” metal from the interior surfaces of the system.
A flush cart is a handy tool for any hydronic system installer. It’s essential for filling and purging geothermal loops. It’s also an efficient way to add water or a mixture of water an antifreeze to a system where onsite water is either unavailable or unsuitable. The cart described above is powerful, it gets fluid in and air out quickly. It’s also an affordable alternative to a commercial cart, albeit with a few less features.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






