Heating with locally produced wood chips
High-value chips in Update New York.

South Lewis Center School, Turin, N.Y., in January. The area is famous for snowfall measured in feet, not inches. Photo credit: John Siegenthaler

A 12.8 million Btu/hr. Messersmith wood-chip boiler supplies heat, domestic hot water and pool heating for the schoolʼs campus. Photo credit: John Siegenthaler

The bioenergy building at South Lewis School houses the wood-chip boiler and fuel supply systems. Photo credit: John Siegenthaler

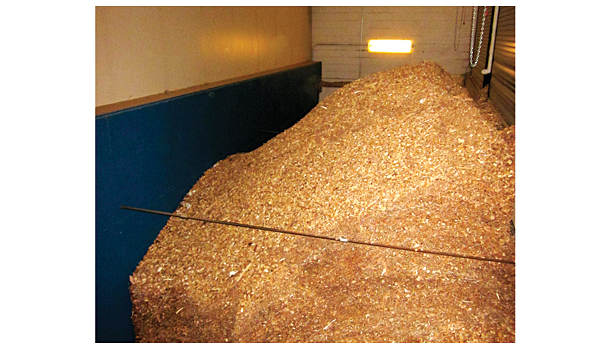
The school's 100-ton-capacity wood-chip storage bunker. Photo credit: John Siegenthaler

The traveling auger at the base of the storage bunker. Photo credit: John Siegenthaler

Conveyor carrying chips from base of bunker to metering hopper. Photo credit: John Siegenthaler

The wood chips are screened as they fall toward the metering hopper. Out-of-spec chips are ejected. Photo credit: John Siegenthaler
The South Lewis High School/Middle School campus is located in the Tug Hill Plateau region of upstate New York. This area is famous for lake effect snowfalls measured in feet rather than inches. There are many winter days when air temperatures drop well below 0° F as the snow piles up. Not surprisingly, heating is by far the largest energy requirement at this school.
The two school buildings and bus garage make up about 207,000 sq. ft. They were originally heated by a pair of oil-fired, cast-iron boilers. These boilers kept the facility warm but in the process consumed about 85,000 gallons of No. 2 fuel during a typical winter. The price of that oil has fluctuated significantly over the last several years and at times was more than $4 per gallon.
With heating fuel costs closing in on 2% of the school operating budget, the school’s now retired superintendent, Frank House, along with the school board, began looking for ways to lower heating costs. A number of options were considered, including geothermal heat pumps and a long-term commitment to bring in natural gas through several miles of piping.
In the end, the selected energy source proved to be local, cost-effective and environmentally responsible — wood chips.
Logging is a major commercial enterprise in the Tug Hill region, which has an abundance of managed forests. The local logging industry was ready, willing and able to supply the school with the estimated 2,500 to 3,000 tons of wood chips needed for the long, cold winters.
Road trip
During the planning process, the school’s administrators made several visits to schools in Vermont and New York that had wood-chip boiler systems. They looked into the operating cost, cleanliness, maintenance requirements and even how any particulate emissions from the stack might affect surrounding property. This helped them and their engineering firm settle on the hardware used in the system. The centerpiece of that hardware is the 12.8 million Btu/hr. Messersmith boiler (see above).
As you can see, the boiler wasn’t going to fit into a standard mechanical room. Furthermore, it requires a substantial fuel storage bunker, along with several motorized augers and conveyors, to move chips from storage to the combustor. All this hardware required a new building. Behind the overhead doors at the right of the building lies the 100-ton capacity underground chip storage bunker.
Chips are delivered by tractor trailers equipped with “walking floor” unloading systems. A typical truckload contains 25 to 28 tons of chips, which meet the specifications required for the boiler. Chip thickness can vary from 1/16 in. to 1/2 in. Square chip sizes of 2 1/2 in. are preferred but up to 50% of the chips by volume can be as large as 3 in. by 3 in. by 1/2 in. About 10% of material by weight can be sawdust.
Desired moisture content is between 25% to 35% but should not exceed 45%. Both hardwood and software chips can be burned. Each chip delivery is accompanied by a weigh slip from a local certified truck scale.
A fully automatic control system periodically turns on a set of augers and conveyor belts to move chips from the bottom of the storage bunker to the metering hopper on the boiler, as shown on the left.
The chips pass through a screening device, which separates and ejects any chips not meeting size specifications. Experience to date has shown that very few such chips are present in the fuel being supplied. The remaining chips are fed into the combustor by three parallel stoker augers.
The speed at which the chips advance into the combustor is faster than the ability of fire to propagate backward along the stoker auger. Still, sensors monitor temperatures within the stoker auger tracks. If unsafe conditions are detected, the boiler automatically stops feeding chips and operates a water-based fire suppression system.
Precise burn
Combustion zone temperatures are in the range of 2,000°, with measured stack temperatures in the range of 310° to 340°. The boiler is not set up to operate with sustained flue gas condensation. Water temperatures range between 160° and 200°. Variable-speed combustion air blowers supply preheated air to the combustor, both above and below grates that support the burning chips. Combustion air flow is automatically adjusted based on the oxygen concentration in the flue gases.
The goal is to provide an optimum fuel/air ratio for the chips while avoiding excess air that would lower the boiler’s thermal efficiency.
Heat produced by the boiler is routed through insulated underground piping from the biomass facility to other campus buildings using a glycol-based antifreeze solution. The antifreeze is required because portions of the distribution system serves rooftop air handlers.
The wood-chip boiler system has a limited turndown range. Because of this, it is typically fired up in mid-November and maintained in operation through mid-April. Shoulder-season heating loads are still handled by the oil-fired boilers. The combustion process is manually started using bags of charcoal and a propane torch. This boiler requires about eight hours to reach steady-state operation.
When the boiler was commissioned, the stack was monitored for emissions based on requirements of the New York State Department of Environmental Conservation. Carbon monoxide emissions measured in the stack are lower than 100 parts per million. The plume seen trailing from the stack (see above) is almost entirely water vapor.
During cold mid-winter conditions, only about 15 gal. of ash is generated per week. The ash is automatically augured from the base of the combustor into a 30-gal. barrel. The ash collection barrel and ash auger can be seen in the foreground of the Messersmith boiler (see above). The ash, which contains some mineral nutrients, is spread on fields used by the school’s Future Farmers of America program.
A win-win scenario
The boiler’s operation is continually monitored by Messersmith through an online control system, which can detect and often correct any out-of-specification operating. The school’s staff is notified of any required adjustments or maintenance issues via email.
Barry Yette, the school’s business administrator, estimates that operating the boiler only requires about 30 min. per day and is easily handled by the school’s physical plant staff.
The overall biomass boiler installation project — including the building, boiler, fuel storage system and underground piping — cost about $2.3 million when installed in 2011. It was entirely funded through state aid programs and other grants, so district taxpayers incurred no added cost.
Each year the school solicits bids for 2,500 to 3,000 tons of chips. They are currently buying chips from a local logging company at $37 per delivered ton. On average, the energy in each ton of chips displaces the need to consume 61 gal. of No. 2 fuel oil. The heat produced by the chips is therefore equivalent to buying No. 2 fuel oil at about 61 cents per gal. The current local price for No. 2 fuel oil is about $3.80 per gal.
The boiler system is now in its third season of operation and saving the school district more than $100,000 per year. This installation demonstrates state-of-the-art, carbon-neutral biomass heating technology, along with a “closed-loop” economic system where dollars spent for heating fuel support the local economy.
This project shows that heating with wood has come a long way since our grandparents stoked up their parlor stoves to keep warm in winter.
HELPFUL LINKS:
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!