Don't overcomplicate hydronic systems
April 2014 The Glitch and The Fix

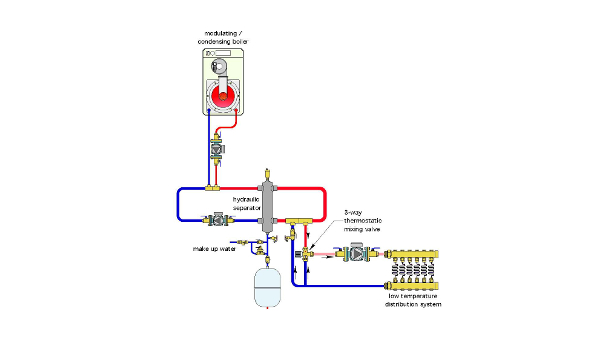
April 2014 Glitch drawing: An installer is asked to provide a relatively simple single-zone floor heating system supplied by a mod/con boiler. He’s heard that a hydraulic separator is a good component in such systems and designs the layout shown above. He sets the boiler limit controller at a fixed 140°F and the thermostatic mixing valve to 105°.

April 2014 Fix drawing: It’s not a good idea to install the expansion tank straight down from the bottom connection on the hydraulic separator. Any dirt separated from the flow stream will just land on top of the diaphragm in the tank. Move the tank connection point to the right of the separator as shown in the Fix drawing above.
The Glitch
An installer is asked to provide a relatively simple single-zone floor heating system supplied by a mod/con boiler. He’s heard that a hydraulic separator is a good component in such systems and designs the layout shown below.
He sets the boiler limit controller at a fixed 140° F, and the thermostatic mixing valve to 105°. When the system operates, it only delivers a tiny amount of heat to the building, even when all the circulators are operating.
Can you spot several details that are incorrect, and recommend ways to make the system work as intended?
The Fix
This system contains many more components than necessary. It also penalizes boiler efficiency compared to what could be achieved. Here’s the laundry list of changes.
1. There will be very little circulation on the load side of the hydraulic separator. The circulator supplying the radiant floor circuits may provide adequate flow through those circuits, but that flow is just going to do a U-turn at the closely spaced tees to the right of the hydraulic separator.
The only flow that would develop on the right side of this separator will be a tiny momentum-induced flow created by the circulator on the left of the separator. Don’t blame the hydraulic separator. It’s doing exactly what it is designed to do (e.g., prevent flow in one circuit from inducing flow in a connected circuit).
If you’re going to create a circuit, and expect more than a trickle of flow through that circuit; it needs to have a circulator.
2. It makes no sense to operate the mod/con boiler above the temperature necessary to meet the current heating load. Operating the boiler at 140° and mixing down the water temperature to the floor circuits just reduces the potential for condensation to occur in the boiler and, thus, reduces its efficiency.
This scenario also “wastes” the built-in outdoor reset control capability of the boiler. Although the floor might need 105° supply water on a design load day, there are many other days when the water temperature could be lowered and still meet the load. The boiler should be set up with an outdoor sensor and fully reset control to take advantage of this.
The boiler’s internal controls also should be configured to sense the supply temperature to the floor circuits as shown in the Fix drawing.
3. It’s not a good idea to install the expansion tank straight down from the bottom connection on the hydraulic separator. Any dirt separated from the flow stream will just land on top of the diaphragm in the tank. Move the tank connection point to the right of the separator as shown in the Fix drawing.
4. The boiler circulator should be “pumping into” the boiler rather than away from the boiler. This increases the pressure in the boiler when it operates. Increased pressure reduces potential for steam flash within the boiler and helps keep any dissolved gases in the water in solution until they pass through the coalescing media in the hydraulic separator, where they will be extracted.
A circulator piped as shown in the Glitch drawing is also more prone to cavitation, especially if the boiler creates high head loss. Be sure to install at least 12” diameter of straight pipe on the inlet side of any circulator.
5. It’s totally unnecessary to have two circulators on the boiler side of the hydraulic separator. Just pipe in the boiler as shown on the Fix drawing.
6. It’s good to include a means of readily filling and purging the boiler circuit as well as the distribution system. The purge valve shown in the Fix drawing allows for this. Why spend hours trying to coax bulk air out of the system when you can flush it out in a couple of minutes?
Less parts, lower cost, faster installation, much better performance. Don’t overcomplicate your systems.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!